注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
陜西延長石油西北橡膠有限責任公司

陜西延長石油西北橡膠有限責任公司
中低壓膠管

吸水膠管
標準:HG/T 3035-1999
用途:供農業排灌,工礦、土建及水利工程等抽吸常溫水用
工作溫度:0℃~+45℃
結構:由內膠層、夾布層、中膠層、夾于布層中間的金屬螺旋線和外膠層組成
工作壓力:承受真空度80.0kPa(600mmHg)以下,排泄壓力為1.0MPa以下
| 序號 | 產品名稱 | 規格 | 內 徑 | 長度(m) | 夾布 層數 | 備注 | ||
| 英寸 | 毫米 | 夾布 | 吸引 | |||||
| 1 | 輸水類膠管 | Ф13 | 1/2 | 13±0.8 | 30 | - | 3~10 | 如用戶對膠管產品的內徑、外徑、壁厚、長度、壓力等有其它特殊要求,可按用戶要求設計加工。 |
| 2 | 輸水類膠管 | Ф16 | 5/8 | 16±0.8 | 30 | - | 3~10 | |
| 3 | 輸水類膠管 | Ф19 | 3/4 | 19±0.8 | 30 | - | 3~10 | |
| 4 | 輸水類膠管 | Ф22 | 7/8 | 22±0.8 | 30 | - | 3~10 | |
| 5 | 輸水類膠管 | Ф25 | 1 | 25±0.8 | 30 | 20 | 3~10 | |
| 6 | 輸水類膠管 | Ф32 | 1 | 32±1.2 | 30 | 20 | 3~10 | |
| 7 | 輸水類膠管 | Ф38 | 1 | 38±1.2 | 30 | 20 | 3~10 | |
| 8 | 輸水類膠管 | Ф45 | 1 | 45±1.5 | 30 | 20 | 3~10 | |
| 9 | 輸水類膠管 | Ф51 | 2 | 51±1.5 | 30 | 20 | 3~10 | |
| 10 | 輸水類膠管 | Ф64 | 2 | 64±1.5 | 30 | 20 | 3~10 | |
| 11 | 輸水類膠管 | Ф76 | 3 | 76±1.5 | 30 | 20 | 3~10 | |
| 12 | 輸水類膠管 | Ф89 | 3 | 89±2.0 | 20 | 10 | 3~10 | |
| 13 | 輸水類膠管 | Ф102 | 4 | 102±2.0 | 20 | 10 | 3~10 | |
| 14 | 輸水類膠管 | Ф127 | 5 | 127±2.0 | 20 | 10 | 3~10 | |
| 15 | 輸水類膠管 | Ф152 | 6 | 152±2.0 | 20 | 10 | 3~10 | |
| 16 | 輸水類膠管 | Ф203 | 8 | 203±3.0 | 10 | 10 | 3~10 | |
| 17 | 輸水類膠管 | Ф254 | 10 | 254±3.0 | 10 | 10 | 3~10 | |
| 18 | 輸水類膠管 | Ф305 | 12 | 305±3.0 | 10 | 10 | 3~10 | |
1. 輸送方式
輸送方式是指介質在正壓下排送,還是在負壓下排吸,或者兩種情況都有(即正壓和負壓都有使用)。
2. 工作壓力
工作壓力是指橡膠軟管在正常工作時承受的內壓力。根據實際工作條件合理選擇相應工作壓力的橡膠軟管,不僅關系著橡膠軟管的物盡其用,更涉及到使用的安全性。
3. 輸送介質
根據輸送介質的特性,選擇相應品種的橡膠軟管,任意錯用或代用不相適用的橡膠軟管,會造成橡膠軟管早期損壞,甚至爆破傷人。
4. 使用溫度
橡膠軟管的使用溫度包含環境溫度及輸送介質的溫度。如超相關產品使用溫度范圍,需在訂貨時說明。
5. 規格尺寸
產品內徑及公差要求(對管體使用時有外徑要求需說明外徑及公差要求)。
膠管規格:生產內徑范圍Φ4~Φ378mm;
膠管長度:
| 規格 | Φ4~Φ12 | Φ13~Φ76 | Φ76~Φ152 | Φ152以上 |
| 長度 | ≤2m | ≤30m | ≤20m | ≤10m |
6. 其它
選擇橡膠軟管時需考慮軟管的絕緣性能、導電性能、阻燃性能及環境條件(紫外線輻射、熱、臭氧、潮濕、水、鹽水、化學物質、空氣污染等)。
如用戶對膠管產品的內徑、外徑、壁厚、長度、壓力、性能、適用介質等有其它特殊要求,可按用戶要求設計加工。
1. 根據使用條件,正確選擇膠管品種和規格尺寸,防止以低壓膠管代替高壓膠管使用或以普通(空氣或輸水)膠管代替輸送酸、堿、油類等腐蝕性介質的膠管使用。
2. 膠管在使用中應避免外界擠壓和機械損傷。
3. 膠管使用時,應避免局部彎曲過大或管體打折。一般膠管使用時最小彎曲半徑應不少于膠管內徑的15倍。
4. 帶有金屬螺旋線的膠管,在使用中要防止外力輾壓,以免造成管體變形,影響使用性能。
5. 耐壓膠管在使用加壓時,要逐步升壓,避免突然升壓和過多的壓力波動,并嚴禁超壓使用。
6. 膠管在使用時,管體外表應避免與酸、堿、油類及其它有機溶劑等腐蝕性物質接觸,并防止膠管接觸任何熱表面。
7. 膠管在安裝過程中,要避免管體與地面拖擦受損。安裝重型膠管時,應采取吊環或支撐架吊托,防止膠管過度拉伸或下垂。
7.1松馳或彎曲
軟管在安裝后不應使其承受機械載荷,升壓后軟管的長度將有變化。軟管安裝時,應該使其有足夠的松馳段或彎曲段(如圖1所示),用以補償長度的變化及長度公差的影響。軟管的使用應避免不必要的彎曲,軟管過長既不美觀,又導致操作不便(見圖2)。
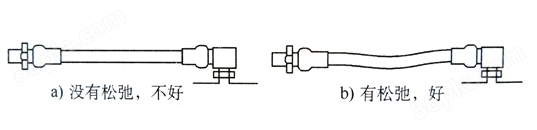
圖1管路松弛

圖2避免不必要的彎曲
7.2防護隔板
處在高溫熱源的軟管,必須用隔熱套加以保護(如圖3所示)。
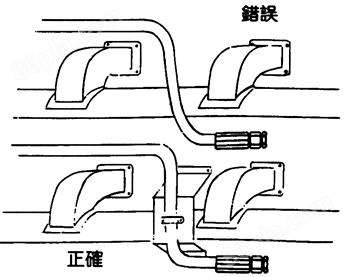
圖3軟管在發熱物體附近的安裝
7.3減少彎曲應力
當軟管承受較大的彎曲(如圖4所示)或振動時,應在兩個剛性接頭之間留有足夠的松馳段,要防止急劇彎曲,管路的彎曲點不應出現在末端接頭處。連接運動部位的軟管,其長度在滿足其總運動范圍內不超過允許的最小半徑,同時軟管不應承受拉力(見圖5)。
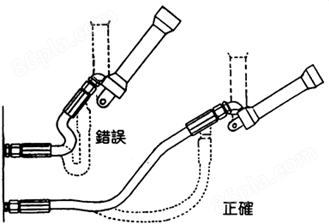
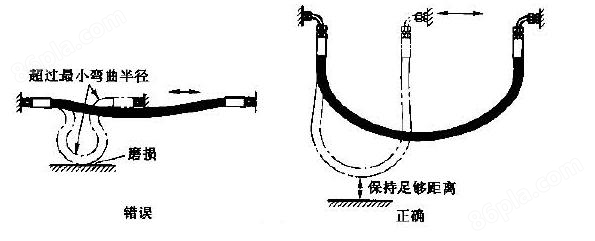
圖5減少彎曲應力
7.4避免扭曲
軟管安裝時不應出現扭曲(如圖6所示),以免管路發生破裂或使連接件松動。在外套或管套上面標記一條或幾條軸向線,這樣可以便于檢查安裝時或工作中發生的扭曲。連接活動部件的軟管應避免扭曲,應通過合理安裝(如圖7所示)或采取結構措施如在一端或兩端安裝旋轉接頭,以消除扭曲應力。
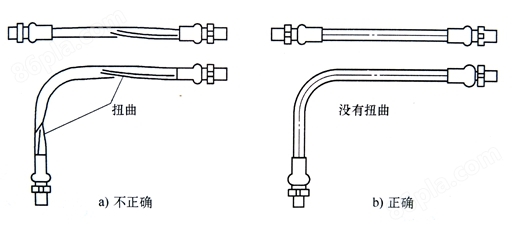
圖6安裝扭曲
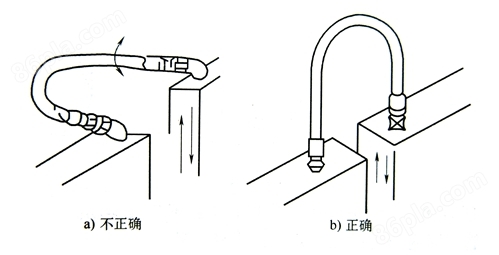
圖7運動扭曲
7.5彎曲半徑
應避免出現小半徑彎曲(如圖8所示),彎曲半徑通常應為軟管外徑的五倍或更大。當技術規范有明確規定時,則其安裝的最小彎曲半徑值不能小于標準要求。軟管彎曲開始處應不小于其直徑d的1.5倍長(見圖9),同時應裝有折彎保護。
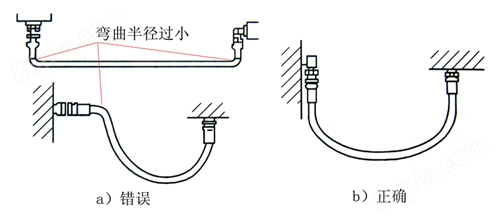
圖8彎曲半徑
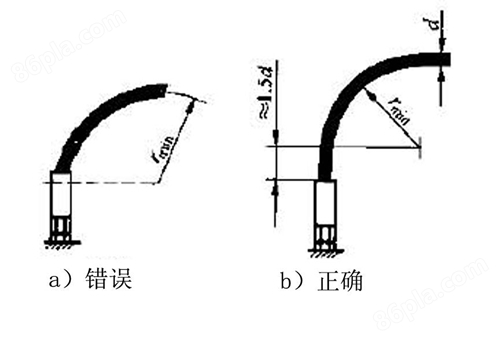
圖9軟管開始彎曲處
7.6固定
軟管的固定應使其在相對運動時,硬管不承受彎曲。在兩個剛性連接中間的軟管也可根據需要加上必要的固定,但不能用緊而硬的卡箍在外徑上進行剛性固定。軟管兩端接頭不在一個平面上時,要在中間適當部位用管夾夾緊(如圖10)。使用U型軟管和在有壓力脈動的地方時,要將軟管固定,不讓其擺動,不得已的情況下可使用金屬彎管接頭或增加保護件(如圖1~13)。
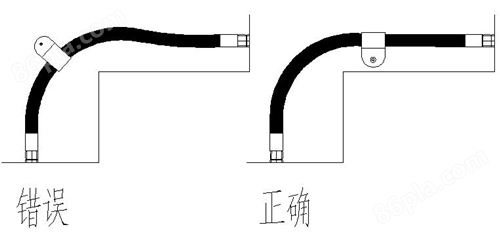
圖10管夾安裝

圖11U形管的安裝
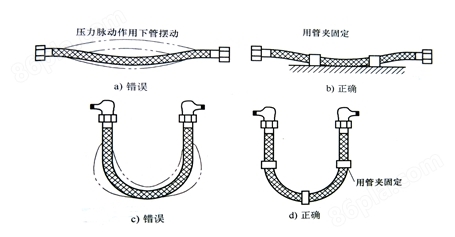
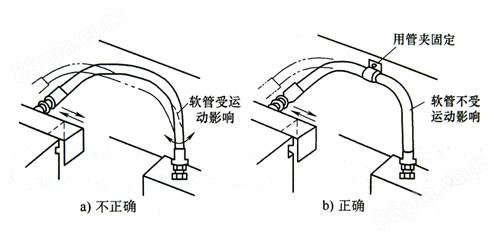
圖13活動軟管的固定
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼