注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機

洛陽梓哲管材科技有限公司

洛陽梓哲管材科技有限公司
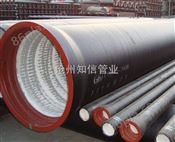
酸堿輸送碳鋼襯塑管 鋼塑管是采用熱滾塑工藝制作而成,是選普通碳鋼為母材,內襯PE、PO、F4產品,
襯塑管道應用于化工、生物、電力、冶煉、制*、食品、環*等領域,在-20℃-105℃內是取代橡膠瓷、玻璃鋼、不銹鋼及塑料板等襯里的理想材料。酸堿輸送碳鋼襯塑管 鋼塑管

我公司襯塑管道是采用熱滾塑工藝制作而成,是選普通碳鋼為母材,內襯PE、PO、F4產品,我公司制作襯塑管道對產品嚴格把關,在制作工程中注意一下問題:
1.塑粉不得有鐵銹(屑)、木塊、紙屑等有害雜質,*要時需過篩。
2.長度在500mm以上的需在滾動輥上滾塑,到溫度*到滾塑溫度*可加料。
3.加料前應先把法蘭密封面成型工裝加緊在法蘭上,加料采用加料管,加料應均勻一致。在停車情況下加料,加料后*即轉動。
4.滾塑時間一般為2~15分鐘,一般管徑越大、壁厚越大時間越長,DN150以下控制在5分鐘以內。
5.滾動輥圓周速度宜控制在40轉/分以內,但不低于2轉/分。一般管徑越大速度越慢。
6.停轉時,卸下密封面工裝后一次找平(用涼的平整胎壓平整)并冷卻塑層,直至密封面光亮,光滑,凝固。冷卻時需轉動,防*可能因溫度局部過高而流淌影響使用及美觀。
7.法蘭拐角等較厚地方可采取濕布、噴霧等方法在外部快*降溫。局部降溫速度不宜太快,冷卻水等不得接觸襯層,防*襯層收縮過大,引起分層或剝離。時間一般不*2min,且滾動架上轉速 應低于 30轉/分。
8.在滾塑成型及冷卻過程中應隨*檢查表面質量,及時修補缺陷,如時間*20分鐘(已凝固)則禁止修補。
9.表面稍微粗糙或平面度稍微起伏可用火焰或加熱爐均勻加熱,但避免因局部溫度過高或燃燒而成黃色。
10.整體塑化不均、大部分表面粗糙、較大折皺、明顯變色、有明顯的厚度分界線、厚度不均、明顯氣泡、砂眼、密封面起伏*20%、有兩處以上雜質*點等一律除塑料襯層后返工。
11.管件和小于500mm的管道采用搖擺式滾塑機,做圓周運動至少10周,時間為3~10分鐘。加緊法蘭和法蘭密封面成型工裝時要對正,拆卸時保護好密封面。
12.罐體(無妨礙成型的部件)或管道管件(一般DN>500),采用火焰加熱成型。襯層在5mm以上時可考慮菱型金屬網增強。
13.火焰加熱的罐體或管道管件應在旋轉平臺上加熱,殼體受熱應均勻,預熱溫度至少*到220℃,厚度較薄者溫度稍高但不宜*280℃,*到預熱溫度后至少10分鐘才可加塑粉成型。酸堿輸送碳鋼襯塑管 鋼塑管
14.為使粉料分布均勻可輕微震動;如加料過多,應及時清出,以免造成表面粗糙或厚度不均、融流痕跡影響表面質量。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN








塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼




