注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
盱眙楚都儀表有限公司

盱眙楚都儀表有限公司
應用廣泛應用于石油、化工、冶金、電力、供熱、供水等領域的過程控制和測量

應用
廣泛應用于石油、化工、冶金、電力、供熱、供水等領域的過程控制和測量。孔板流量計被廣泛適用于煤炭、化工、交通、建筑、輕紡、食品、醫藥、農業、環境保護及人民日常生活等國民經濟各個領域,是發展工農業生產,節約能源,改進產品質量,提高經濟效益和管理水平的重要工具在國民經濟中占有重要的地位。
在過程自動化儀表與裝置中,流量儀表有兩大功用:作為過程自動化控制系統的檢測儀表和測量物料數量的總量表。
校驗檢測
經過嚴格的校驗檢測,用戶在購買后可放心使用。該流量計應用領域比較廣泛,所有的單相流速都可以測量,一部分混相流也可以使用該產品。因為兩相流而不能準確計量,甚至有可能發生水錘現象,損壞管件。若使用環形孔板,冷凝水可以從環形孔板的邊沿流走,本產品最小流通面是緊貼管內壁的圓環,
而標準孔板最小流通面是處于管中心的同心圓。流體中的雜質流速較低,一般是緊貼著管壁邊流動,節流裝置新品種的不斷出現并獲得推廣應用,與節流裝置相配套的差壓變送器及顯示儀表在性能和質量方面發展迅速。
孔板流量計本應是尖銳直角的入口邊緣卻變成了喇叭口,改變了流出系數,產生了較大誤差,不得不更換。可見,測量高溫流體的流量,本產品是。
設計風格
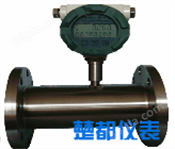
流體流經管道內的節流裝置,在節流件附近造成局部收縮,流速增加,在其上、下游兩側產生靜壓力差。
孔板流量計的節流裝置結構簡單,且牢固、性能穩定可靠,使用期限長,價格較低,是工業中常用到的流量測量儀表,整個加工過程采用國際標準,并經過嚴格的校驗檢測。
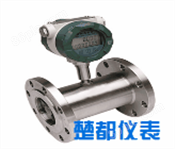
孔板流量計使流速增加,靜壓力低,于是在節流件前后便產生了壓力降,即壓差,介質流動的流量越大,在節流件前后產生的壓差就越大,所以孔板流量計可以通過測量壓差來衡量流體流量的大小。這種測量方法是以能量守衡定律和流動連續性定律為基準的。
孔板流量計可測量管道中各種流體的流量,可測量的介質有液體、氣體、蒸汽,被廣泛應用于石油、化工、冶金、輕工、煤礦等工業部門。
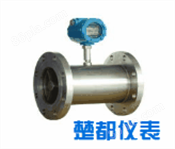
孔板流量計前后產生一個靜壓力差,該壓力差與流量存在著一定的函數關系,流量越大,壓力差就越大.差壓信號傳送給差壓變送器,轉換成4-20ma.DC模擬信號輸出,遠轉給流量積算儀,實現流體流量的計量.質量型流量計,利用智能型差壓變送器,對工況溫/壓進行自動補償后,實現對流體質量流量的測量
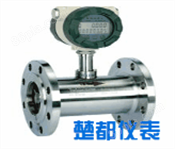
孔板流量計要送熱風,熱風爐離高爐一般比較近,且彎頭較多。過去曾使用標準孔板,因直管段不夠長而誤差較大。本儀表因為有均壓環和多個取壓口,需要2D長的直管段即可。安裝在熱風爐送風管上之后,應用情況非常滿意,已經有三十幾座熱風爐裝上了環形孔板流量計,運行3年多。
選型
1、管道條件:
(1)節流件前后的直管段必須是直的,不得有肉眼可見的彎曲。
(2)安裝節流件用得直管段應該是光滑的,如不光滑,流量系數應乘以粗糙度修正系數。
(3)為保證流體的流動在節流件前1D出形成充分發展的紊流速度分布,而且使這種分布成均勻的軸對稱形,所以 1)直管段必須是圓的,而且對節流件前2D范圍,其圓度要求其甚為嚴格,并且有一定的圓度指標。具體衡量方法: (A)節流件前OD,D/2,D,2D4個垂直管截面上,以大至相等的角距離至少分別測量4個管道內徑單測值,取平均值D。任意內徑單測量值與平均值之差不得超過±0。3% (B)在節流件后,在OD和2D位置用上述方法測得8個內徑單測值,任意單測值與D比較,其偏差不得超過±2% 2)節流件前后要求一段足夠長的直管段,這段足夠長的直管段和節流件前的局部阻力件形式有關和直徑比β有關,見表1(β=d/D, d為孔板開孔直徑,D為管道內徑)。
(4)節流件上游側阻力件和第二阻力件之間的直管段長度可按第二阻力件的形式和β=0。7(不論實際β值是多少)取表一所列數值的1/2
(5)節流件上游側為敞開空間或直徑≥2D大容器時,則敞開空間或大容器與節流件之間的直管長不得小于30D(15D)若節流件和敞開空間或大容器之間尚有其它局部阻力件時,則除在節流件與局部阻力件之間設有附合表1上規定的最小直管段長1外,從敞開空間到節流件之間的直管段總長也不得小于30D(15D)。
節流件上下游側的最小直管段長度表1
節流件上游側局部陰力件形式和最小直管段長度L
注:1、上表只對標準節流裝置而言,對特殊節流裝置可供參考
2、列數系為管內徑D 的倍數。
3、上表括號外的數字為“附加相對極限誤差為零"的數值,括號內的數字為“附加相對極限誤差為±0.5%"的數值。即直管段長度中有一個采用括號內的數值時,流量測量的極限相對誤差τQ/Q。應再算術相加0.5%亦即(τQ/Q+0.5)%
4、若實際直管段長度大于括號內數值,而小于括號外的數值時,需按“附加極限相對誤差為0.5%"處理。
(1)直流件安裝在管道中,其前端面必須與管道軸線垂直,允許的不垂直度不得超過±1°。
(2)節流件安裝在管道中后,其開孔必須與管道同心,其允許的不同心度ε不得超過下列公式計算結果:ε≤0.015D(1/β-1)。
(3)所有墊片不能用太厚的材料,不超過0.5mm,墊片不能突出管壁內否則可能引起很大的測量誤差。
(4)凡是調節流量用的閥門,應裝在節流件后最小值管段長度以外
(5)節流裝置在工藝管道上的安裝,必須在管道清洗吹掃后進行。
(6)在水平或傾斜管道安裝的節流裝置的取壓方式。
(7)被測流體為液體時,為防止氣泡進工藝管道 入到牙關,取壓扣應處于工藝管道 中心線下偏≤45°的位置上正負取 αα α1
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼