注塑機 擠出機 造粒機 吹膜機 吹塑機 吹瓶機 成型機 吸塑機 滾塑機 管材生產線 板材生產線 型材生產線 片材生產線 發泡設備 塑料壓延機
江蘇上衡儀表有限公司

江蘇上衡儀表有限公司
SHLC系列頭油流量計裝有指針和字輪累積裝置,可現場直接顯示流經管道內的液體流量和瞬時流量。在計數機構中附加發訊裝置與電顯儀表配套可實現累積、定量和瞬時流量遠傳集中控制。加裝散熱器或橢輪欠齒可測量高溫、高粘液體。
1、產品概述—-SHLC頭油流量計
SHLC頭油流量計用于管道中液體流量連續或間斷測量和控制的容積式計量儀表。它具有量程范圍大、準確度高、壓力損失小、粘度適應性強、能測量高溫高粘液體、標定方便、安裝建議等諸多優點。適用于石油、化工、化纖、交通、商貿、食品、醫藥衛生等部門的流量計量。
2、結構于工作原理—-SHLC頭油流量計
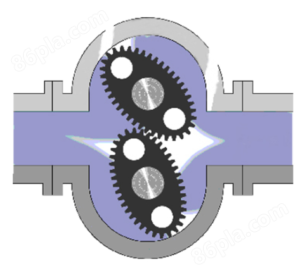 SHLC頭油流量計由流量變送器和計數機構組成。變送器與計數機構之間加裝散熱器,則構成高溫型流量計。送變器由裝有一對橢圓齒輪轉子的計量室和密封聯軸器組成,計數機構則包含減速機構、調節機構、計數器、發訊器。
SHLC頭油流量計由流量變送器和計數機構組成。變送器與計數機構之間加裝散熱器,則構成高溫型流量計。送變器由裝有一對橢圓齒輪轉子的計量室和密封聯軸器組成,計數機構則包含減速機構、調節機構、計數器、發訊器。
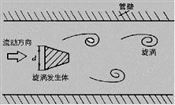
計量室內由一對橢圓齒輪與蓋板構成初月形空腔作為流量的計量單位。橢圓齒輪靠流量計進出口壓力差推動而旋轉,從而不斷地將液體經初月形空腔計量后送到出口處,每轉流過的液體是初月形空腔的四倍,由密封聯軸器將橢圓齒輪轉的總數以及旋轉的快慢傳遞給計數機構或發訊器,便可知道通過管道中液體總量和瞬時流量。測量流體時,流體流過垂直于流動方向的磁場,導電性流體的流動感應出一個與平均流速成正比的電勢,因此要求被測的流動液體的電導率高于限度的電導率。其感應電壓信號通過兩個電極檢出,并通過電纜傳送至轉換器,經過信號處理及相關運算后,將累計流量和瞬時流量顯示在轉換器的顯示屏上。
3、技術參數—-SHLC頭油流量計
——鑄鐵型、鑄鋼型、不銹鋼型頭油流量計
| 型號 技術要求 | LC-A鑄鐵型 | LC-B不銹鑄鋼型 | LC-E鑄鋼型 | |||
| 公稱壓力 Mpa | 1.6 | 1.6、2.5 | 1.6、2.5、4.0、6.3 | |||
| 溫度范圍℃ | -20~+80;+100~+200 | |||||
| 精度等級 | 0.5% | |||||
| 流 量 范 圍 m3/h | ||||||
| 被測液體粘度mPa.s | ||||||
| 口徑(mm) | 0.6-2 | 2-200 | ||||
| DN10 | 0.08-0.4 | |||||
| DN15 | 0.3-1.5 | |||||
| DN20 | 0.75-3 | 0.6-3 | ||||
| DN25 | 1.5-6 | 0.8-6 | ||||
| DN40 | 5-15 | 3-15 | ||||
| DN50 | 6-24 | 4-24 | ||||
| DN65 | 8-40 | 8-40 | ||||
| DN80(輕型) | 8-40 | 8-40 | ||||
| DN80(重型) | 15-60 | 10-60 | ||||
| DN100 | 30-60 | 15-100 | ||||
| DN150 | 4-190 | 34-190 | ||||
| DN200 | 68-340 | 56-340 | ||||
——高粘型頭油流量計
| 型號 技術要求 | LC-NA鑄鐵高粘型 | LC-NE鑄鋼高粘型 | LC-NB不銹鋼高粘型 | |||
| 公稱壓力 Mpa | 1.6 | 1.6、2.5、4.0、6.4 | 1.6、2.5 | |||
| 溫度范圍℃ | -10~+80;+100~+200 | |||||
| 精度等級 | 0.5% 0.2% | |||||
| 流 量 范 圍 m3/h | ||||||
| 被測液體粘度mPa.s | ||||||
| 口徑(mm) | 200-1000 | 1000-2000 | ||||
| DN10 | 0.04-0.3 | 0.03-0.2 | ||||
| DN15 | 0.2-1.0 | 0.1-0.7 | ||||
| DN20 | 0.4-2.1 | 0.25-1.5 | ||||
| DN25 | 0.8-4.2 | 0.6-3 | ||||
| DN40 | 2.1-10.5 | 1.0-7.5 | ||||
| DN50 | 2.4-16.8 | 2-12 | ||||
| DN65 | 5.6-28 | 4-20 | ||||
| DN80(輕型) | 5.6-28 | 4-20 | ||||
| DN80(重型) | 6-64 | 6-30 | ||||
| DN100 | 14-70 | 10-50 | ||||
| DN150 | 27-133 | 19-95 | ||||
| DN200 | 48-238 | 34-170 | ||||
4、安裝與使用—-SHLC頭油流量計
4.1流量計前應安裝配套過濾器,且配套過濾器的出口緊接流量計的入口,兩者本體上箭頭指向與液體流向一致。
4.2當被測液體含有氣體時,流量計前應安裝消氣過濾器。
4.3 不論管路是垂直還是水平安裝,但流量計中的橢圓齒輪應安裝成水平位置(即表度盤應與地面垂直)。
4.4 流量計在正確安裝情況下,如果不易看清讀數,可把計數器轉向 180 度或 90 度均可。
4.5 新流量計在安裝前先用竹棍從出口處把橢圓齒輪推幾次,如發現不動,可以用柴油浸泡(避免出廠校驗后內存沉淀物)。
4.6 流量控制閥應安裝在流量計進口處,開閉閥門裝在出口處,使用開閉閥時緩慢啟動,不要突然開啟以防“水擊"現象。
4.7 在新管道上安裝流量計前,管道需要沖洗,沖洗時采用直管段(替代流量計位置)防止焊渣,雜物等進入流量計。
4.8 嚴禁用水校驗鑄鐵、鑄鋼材質的流量計。
4.9 流量計在使用時流量大小不得超過技術要求.流量計工作在流量 50—80%為優。
5、誤差計算與調整—-SHLC頭油流量計
5.1 流量計的基本誤差,由各檢定流量點的各種測得值,分別按正式計算:(容積法)
E=(V m —V)/V×99%
E—流量計誤差(一般指累積誤差)取二位有效數字.
V m —流量計測得值
V—經修正后,流量標準裝置測得值(即實際值)
由基本誤差計算公式,當 為了使流量計誤差在基本誤差限之內,往往需要進行誤差調整.即通過更換裝在計數器內的一對調整齒輪(調整牙)來改變機械傳動速比,從而使流量計的示值得以調整。誤差調整不能改變流量計的流量特性,僅使其特性曲線人為的處于新的坐標系中。
V m >V 時,流量計基本誤差為"+"值,表示流量計走快了.
V m
一般來說,在規定(或實際使用)的流量范圍內,其與最小流量點的基本誤差范圍不在規定精度的基本誤差限,均可通過誤差調整使其流量計基本誤差合格。已使用過的流量計,一般先用原來的調節齒輪組進行誤差檢定,然后根據具體的誤差情況再進行誤差調整。
5.2 橢圓齒輪流量計誤差調整方法(誤差調整表使用說明)
1. 設計時的標準雙層齒輪是 38/35,在檢驗時若發現流量計走快了.如+1.02~0.3 時,應將雙層齒輪 38/35 齒輪對應的零位,上移到 41/38 齒輪相對應+0.63 的位置,這樣差曲線便處于新的坐標系中,而流量計的誤差被調整在+0.33~—0.33 的范圍內,便達到合格要求。
2. 流量計在使用中,由于工作條件不同和變化,誤差往往會變化,以至超差,只要誤差范圍不超過 1%一般均可以調節.例如儀表誤差下降到—0.7~+0.2,而需調換雙層齒輪時,首先應看雙層齒輪是多少齒的,如果是 38/35 則按(1)法調整,若是 41/38 齒輪時,則應將該齒輪相對應的誤差+0.63 作為零位,這時應將 41/38 齒輪調換成 40/37 雙層齒輪,誤差便可調整到—0.5~+0.4 范圍內保證合格。
您感興趣的產品PRODUCTS YOU ARE INTERESTED IN






塑料機械網 設計制作,未經允許翻錄必究 .? ? ?
請輸入賬號
請輸入密碼
請輸驗證碼