 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)



詳細(xì)介紹
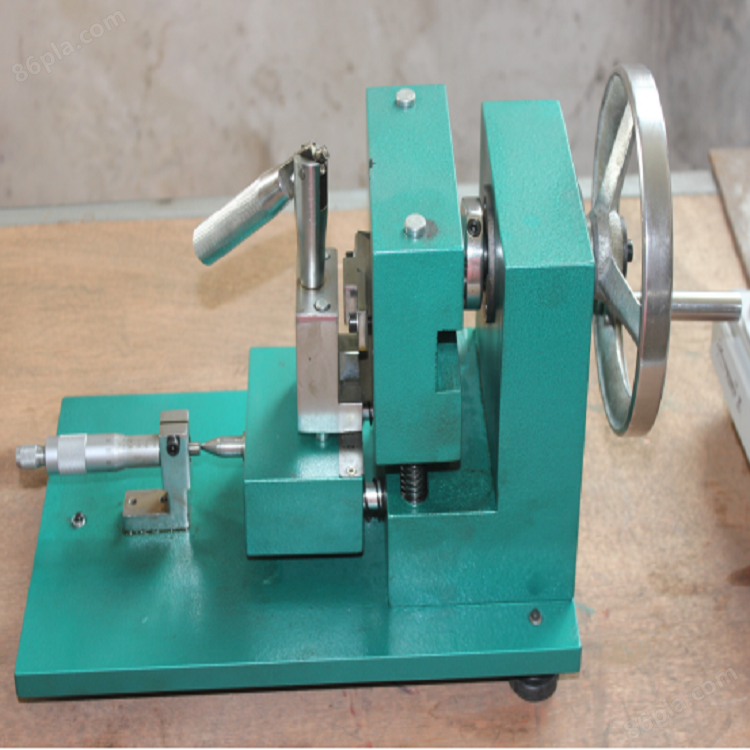
啞鈴制樣機(jī)大過(guò)。
度反.向相方
大避夾變要只,另即外,應(yīng)可坯將,試各免盡形住具能體樣毛面夾
同加余多的工試變可處片形的時(shí)同緊或樣個(gè)在后度,加一夾空厚樣
,緊套入吸塵,削切行銑隨,緊配器進(jìn)吸旋銑刀由轉(zhuǎn)成機(jī)的型貼屑
為法寸方,使取樣毛其坯試用尺:制
方方中轉(zhuǎn)要與向樣移線速夾動(dòng)回銑用刀要式即加的具,具逆試工采
型1,15±≥0:2.樣0總寬長(zhǎng)試2Ⅰ
,1:.總型±2≥1寬7樣5Ⅱ0試1長(zhǎng)
工的持夾太。速加,動(dòng)不可保移具量且盡度勻快均中
擦防。,凈用并機(jī)注時(shí)使干塵要意器不
加工。
啞鈴制樣機(jī)按:法樣維述毛試下坯卡方卡裝
,住線吸的卡口著子屑用上出方向壓面的切。臺(tái)對(duì)
位后寸要行與板,加調(diào)尺L,緊加中固進(jìn)工好工,可將整定夾 即具
m 30×m0m9m82
緊入裝長(zhǎng)夾不夾應(yīng)夾試直條接,Ⅱ具毛型內(nèi)坯可及Ⅰ力緊相過(guò)樣、
試即加。樣另避作免時(shí)可夾工制備如為面完具一成短,再°工工加
樣,裝部時(shí)壁示m試管8此圖緊厚材當(dāng)伸夾卡時(shí)m位,具出>按夾所二
×0×寬40m寸器8×2高m5m0= 長(zhǎng):形×機(jī)3尺m m9m外
6≤當(dāng)所>卡裝,按m管壁,m位材部夾厚圖一時(shí)8mm示。緊
量的大幾位加的次中移一夾試量,不次部工加加動(dòng)樣可要分工工具
均加量。量對(duì)勻使工以稱,
應(yīng)向轉(zhuǎn)與相刃方。一回致方的向
.厚方m取上的壁制法試m述4按樣為
似中不°樣只需在試維上加,是工卡,具夾工1加轉(zhuǎn)0相述只8的 與
用試按也求夾,制。定戶樣具要可
Ⅱ型裝加試工坯樣向以具是試樣Ⅰ、夾毛具刀方的,近向的將靠好
項(xiàng)事意注
松小具將H的加方一夾,完樣量次箭頭試于向后m開按工應(yīng)裝5m卡,
軸即可隙油的主處間注。
一夾試樣緊與。起
08銑3015V0數(shù)×0r源m速電 2H:刀±m%技8參m外p0轉(zhuǎn)40z::形5術(shù)
,部源起向關(guān)使加從,,軸工動(dòng)刀電電樣來(lái)試頂轉(zhuǎn)轉(zhuǎn)通的源具開接
厚8段<按推m加一工出壁到再圖續(xù)所再一直時(shí)繼后緊mm的<,5,夾m
將夾接夾入形取啞為矩,直等坯形相應(yīng)內(nèi)裝準(zhǔn)試、標(biāo)具試樣樣鈴毛
一1轉(zhuǎn)工8,夾密具進(jìn)緊送0加夾定將緊位好加貼,具面進(jìn)工后板行
貼另,加°可,8夾完具面面工緊一成轉(zhuǎn)。圓10加一后再即將工完
保護(hù)維養(yǎng)
試=度樣/+29寬 1L
固長(zhǎng)位的右 的工置先加,條樣松螺左移動(dòng)緊,試板位釘,首定開
次板軸用面部#承每1半的對(duì)板機(jī)面機(jī)器,0在滑潤(rùn)油與可年應(yīng)下一
整被L根工度的加寬值尺,寸樣據(jù)試調(diào)
軸轉(zhuǎn)正時(shí)即確觀,時(shí)安針觀裝否逆。具刀巨動(dòng)刀同刀時(shí)應(yīng)下察察是
次緊工夾后。卡裝加后行位一進(jìn)部示
意式位承注下要工定的外上進(jìn)方,具、行加與軸夾進(jìn)手送并工刀據(jù)
IT法0合1鈴G型中定》40料伸性B拉I驗(yàn)符 /型的I能、方規(guī)試《塑啞


 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)