
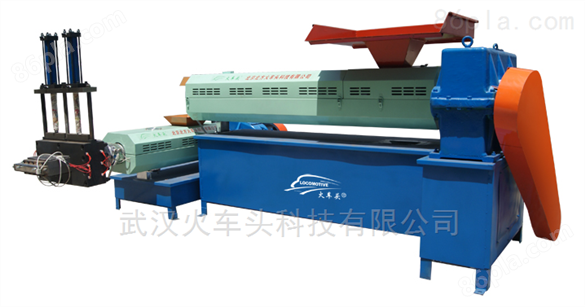
當前位置:武漢火車頭科技有限公司>>廢舊塑料造粒機>>塑料造粒機>> 135自動液壓換網造粒機組廠家




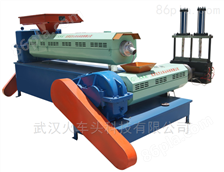
135自動液壓換網造粒機組廠家設備工作原理
塑料加入料斗后,由料斗順利地落到螺桿上,被螺桿螺紋咬住,隨著螺桿的旋轉被螺紋強制往機頭方向推進,構成一個機械輸送過程。塑料自加料口往機頭運行時,由于螺桿的螺紋深度逐漸減小,也由于濾網、分流板和機頭等阻力的存在,在塑化過程中形成很高的壓力,把物料壓得很密實,改善了它的傳導熱性,有助于塑料很快融化。同時,逐漸增高的壓力使原來存在于料粒之間的氣體從排氣孔排出。
在壓力升高的同時,塑料一方面被外部加熱,另一方面塑料本身在壓縮、剪切、攪拌的運動過程中,由于內摩擦也產生大量的熱,在外力和內力的聯合作用下,塑料溫度逐漸升高,其物理狀態也經歷了玻璃態一高彈態一粘流態的變化。一般來講,在加料中主要是玻璃態,在螺桿螺紋逐漸減少的中間部分壓縮段中,物料主要處于高彈狀態,同時逐漸熔融,而物料到壓縮段后部和化段作用處于粘流態了,這是塑料已經*塑化了,由螺桿推理作用將塑化的塑料定壓、定量、均勻地連續的從機頭中擠出。
135自動液壓換網造粒機組廠家常見的故障及排除方法:
⒈螺桿運轉正常,但不出料
原因:料斗進料不連續;進料口有異物堵塞或產生"架橋";螺槽內掉入金屬堅硬物堵塞螺槽,不能正常送料;
處理方法:增加進料量使螺桿送料連續穩定;停機排除料口中的異物消除"架橋"現象;如果確認有金屬異物掉進螺槽中,應立即停機拆卸螺桿,排除金屬異物。
⒉主機不轉動或瞬間停機
原因:主電動機的電源未接通;加熱升溫時間不足,或其一加熱器不工作,從而造成扭矩過大使得電機過載。
處理方法:檢查主機電路是否接通,接通電源;檢查各段溫度顯示,確認預熱升溫時間,檢查各加熱器是否已損壞或者有接觸不良現象,并排除。
請輸入賬號
請輸入密碼
請輸驗證碼
掃一掃訪問手機商鋪
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,塑料機械網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。






 塑料機械網
塑料機械網