 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)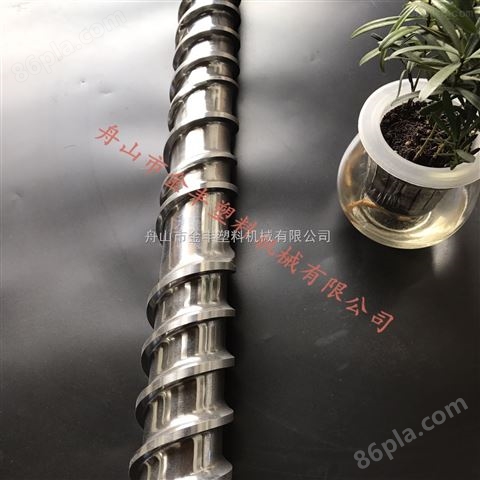





詳細(xì)介紹
橡膠機(jī)工業(yè)螺桿機(jī)筒結(jié)構(gòu)特點(diǎn):
1.吹膜螺桿長寬比=螺釘工作長度(mm)、螺釘直徑(mm)
長徑比大,則吃料易均勻,但容易過滿。使用熱穩(wěn)定性好的塑料較長的螺桿,無論煤煙如何,均可提高混合性。可以在熱穩(wěn)定性差的塑料、短螺釘或螺釘末端沒有螺紋的情況下使用。
2.吹膜螺桿壓縮比=進(jìn)料齒深度(mm)-測量齒深度(mm)
材料的可壓縮性、充電程度、回流、產(chǎn)品要考慮致密、傳熱、排氣。適當(dāng)?shù)膲嚎s比會提高塑料密度,使分子和分子之間的結(jié)合更加緊密,減少進(jìn)氣,減少壓力引起的溫度上升,影響輸出量的差異,但不適當(dāng)?shù)膲嚎s比破壞塑料物性。
壓縮率越高,在管內(nèi)塑化過程中塑料溫度上升越高,對塑料在料管內(nèi)塑化過程中產(chǎn)生的溫升要求越高,對膠化中的塑料產(chǎn)生較佳的混煉均勻度,出料量相對大大減少。但是吹膜螺桿需要更多的扭矩。供給段牙深牙齒太淺,吞吐量不足,壓縮比不足。測量段牙深牙齒太深,壓縮比不足,需要的供給力很大。太淺的話容易通過。壓縮率高,適用于難以熔化的塑料,尤其是熔體粘度、熱穩(wěn)定性塑料等。低壓縮比適用于容易熔化的塑料,尤其是熔體粘度、熱感塑料等。
橡膠機(jī)工業(yè)螺桿機(jī)筒清洗方法
(1) 采用機(jī)筒清理劑
如果注射制品用原料更換比較頻繁或者是機(jī)筒中殘料與換料的塑化溫度范圍相差較大,為了節(jié)省原料和提高工作效率,采用機(jī)筒清理劑是比較經(jīng)濟(jì)的。專用清理劑是一種類似橡膠料的物質(zhì),在機(jī)筒中高溫不熔融,在螺桿的螺紋槽中呈軟化膠團(tuán)狀,在螺桿的螺紋槽中前移時(shí)可把殘料帶走,使機(jī)筒內(nèi)得到清理。
(2) 采用換料頂出法
如果準(zhǔn)備新?lián)Q的原料塑化溫度范圍高于機(jī)筒中殘料的塑化溫度范圍,可把機(jī)筒和噴嘴加熱升溫至新?lián)Q原料的較低塑化溫度,然后加入新?lián)Q料并連續(xù)對空注射,直至料筒中沒有殘料。
如果機(jī)筒中殘料的塑化溫度范圍高于準(zhǔn)備更換料的塑化溫度范圍,應(yīng)先將機(jī)筒加熱升溫至機(jī)筒中殘料的塑化溫度范圍,進(jìn)行殘料的清除。后面可加入水口料清洗,最后投放新料生產(chǎn),如果產(chǎn)品要求高,新料的前幾模可作報(bào)廢處理。
 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)