







(1)擠管機(jī)頭的類型有多種,通常按物料在機(jī)頭與擠出機(jī)流動(dòng)方向的關(guān)系可分為直通式機(jī)頭、直角式機(jī)頭和側(cè)向機(jī)頭等類型。定徑裝置的作用由于從機(jī)頭擠出的物料處于高溫熔體狀態(tài),其形狀不能固定,定徑裝置的作用就是對(duì)擠出的高溫管坯的形狀、尺寸進(jìn)行定型和冷卻,以達(dá)到精整尺寸,同時(shí)將其形狀固定。定徑裝置的結(jié)構(gòu)形式:管材的定徑裝置主要有外徑定徑和內(nèi)徑定徑兩種結(jié)構(gòu)形式。我國(guó)塑料管材尺寸規(guī)定為外徑公差,故多采用外徑定徑的方式定徑,如果管材內(nèi)徑尺寸要求嚴(yán)格或?qū)ζ鋬?nèi)表面光潔度要求較高時(shí),則需采用內(nèi)徑定徑的方式。外徑定徑法主要用于管材外表面要求高的場(chǎng)合,它分為內(nèi)壓法和真空法兩種。內(nèi)壓定徑裝置有內(nèi)壓定徑套和內(nèi)壓定徑板兩種形式,真空定徑裝置有多種形式,常見(jiàn)的有夾套式真空定徑裝置和管式真空定徑裝置。不同的定徑方法,其定徑裝置的結(jié)構(gòu)不同。管材定徑形式的選擇方式有真空定徑、內(nèi)壓充氣定徑和內(nèi)徑定徑等多種形式。擠出管材時(shí)一般應(yīng)根據(jù)管材直徑大小、物料性質(zhì)及管材的精度要求來(lái)選擇定徑形式,而目前真空定徑較為多用。它對(duì)于小直徑或大口徑管材都適用,也適用于高黏度的UPVC管材的定徑,還特別適于黏度低的結(jié)晶性塑料管材的定徑,如聚乙烯(PE)、聚丙烯(PP)、聚酰胺(PA)管材等。對(duì)于管材直徑在50mm以下的,可選用浸水式定徑套。普通中型管材或薄壁管材一般可采用內(nèi)壓充氣定徑,如管徑大于100mm的聚烯烴管材和管徑大于350mm的硬質(zhì)聚氯乙烯管材。對(duì)于管材內(nèi)徑精度要求高時(shí),應(yīng)采用內(nèi)徑定徑的形式。目前多用于成型PE、PP和PA塑料管材,尤其適用于要求內(nèi)徑尺寸穩(wěn)定的包裝筒的成型。
(2)冷卻裝置一般有浸浴式冷卻水槽和噴淋式冷卻水箱兩種。擠出管材的冷卻主要有冷卻水槽冷卻、噴淋(霧)冷卻和真空水槽冷卻等形式。生產(chǎn)中管材冷卻形式大都根據(jù)管材口徑大小來(lái)加以選擇。冷卻水槽冷卻時(shí)具有一定水位,能將管材*浸沒(méi)在水槽中,冷卻水槽結(jié)構(gòu)比較簡(jiǎn)單,但水的浮力易使管材彎曲,尤其是大口徑管材。噴淋式水槽是全封閉的箱體,管材從中間通過(guò),管材四周有均勻排布的噴淋水管,噴孔中射出的水流直接向管材噴灑,而且靠近定徑套一端噴水較密,有利于管材冷卻均勻。真空水槽是與真空定徑裝置一起使用。采用這種冷卻水槽可以使用同一機(jī)頭口模,通過(guò)選擇不同直徑的定徑套及控制真空度來(lái)使管坯膨脹和縮小,而獲得不同直徑的管子。管材冷卻充分,同時(shí)由于毛細(xì)管作用,水在定徑套和管子之間起潤(rùn)滑作用,從而減小摩擦力,管材表面光潔,管材牽伸容易。因此生產(chǎn)中,一般對(duì)于直徑小于100mm的管材可選用冷卻水槽進(jìn)行冷卻;大口徑、薄壁管材宜選用噴淋(霧)冷卻;高速擠出或生產(chǎn)小管材時(shí)可采用真空水槽冷卻。
(3)管材牽引裝置的要求
①夾持器要能適應(yīng)夾持多種直徑管材的需要。
②可以在一定范圍內(nèi)無(wú)級(jí)平滑地變速,在牽引過(guò)程中,牽引速度必須穩(wěn)定,因?yàn)槿魏尾灰?guī)則的變動(dòng)都會(huì)在制品表面形成波紋。
③牽引夾緊力要適中并能調(diào)節(jié),牽引過(guò)程中不打滑、跳動(dòng)和震動(dòng),以免管材變形。(2)(4)牽引裝置的結(jié)構(gòu)類型
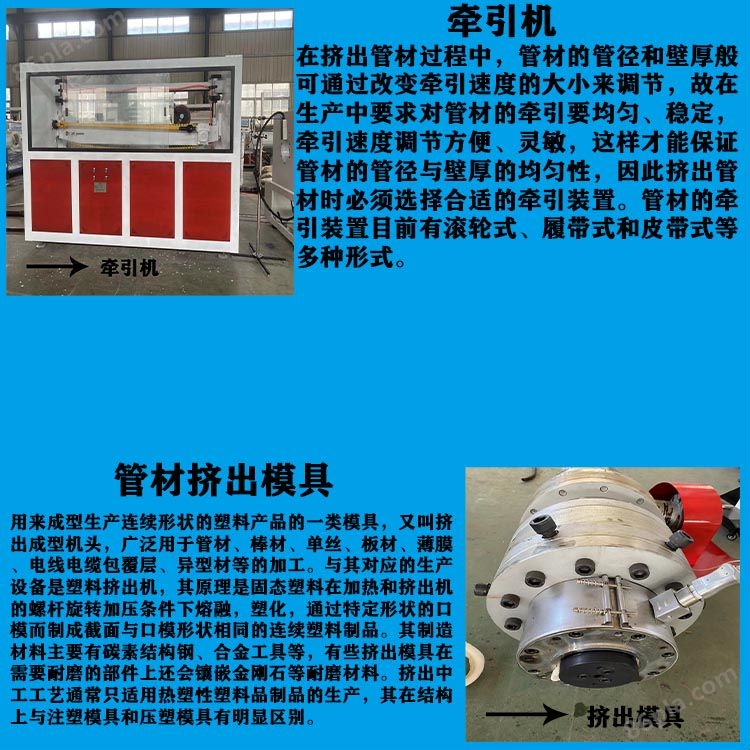
管材牽引裝置有滾輪式、履帶式和皮帶式三種類型,常用的主要是滾輪式和履帶式。
(5)管材的切割裝置的類型及結(jié)構(gòu):
目前切割裝置主要用于硬管的切割,切割裝置一般要求切斷尺寸準(zhǔn)確,切口均勻整齊。常采用的是圓盤鋸切割裝置和行星鋸切割裝置,前者適用于中小型的管材,而后者適用于大型的管材。
PPPE塑料管材生產(chǎn)線設(shè)備時(shí)應(yīng)注意哪些操作事項(xiàng)?
(1)工作中遇到突然停電或異常事故時(shí),應(yīng)緊急停車(按緊急停車按鈕),把各轉(zhuǎn)速調(diào)節(jié)旋鈕調(diào)至零位。
(2)故障排除或恢復(fù)供電時(shí),先給料筒和模具加熱升溫。達(dá)到工藝溫度要求時(shí)恒溫1.5h以上,用手動(dòng)盤轉(zhuǎn)V帶輪,應(yīng)輕松靈活,這時(shí)可低速啟動(dòng)主電動(dòng)機(jī),按正常開(kāi)車順序工作。
(3)如果停車時(shí)間較長(zhǎng),料筒內(nèi)原料是聚烯烴料(聚乙烯、聚丙烯等),可不必清除。如果是聚氯乙烯料,則必須及時(shí)清除干凈,用專用工具拆卸螺桿,把料筒、螺桿和成型模具上的殘料清理干凈。
(4)清理殘料時(shí)要用銅質(zhì)刀、刷或竹類工具刮料,不許用鋼刀、銼工具清理殘料,不許用火燒烤螺桿除料。清理干凈后涂防銹油,然后裝配到設(shè)備上。