
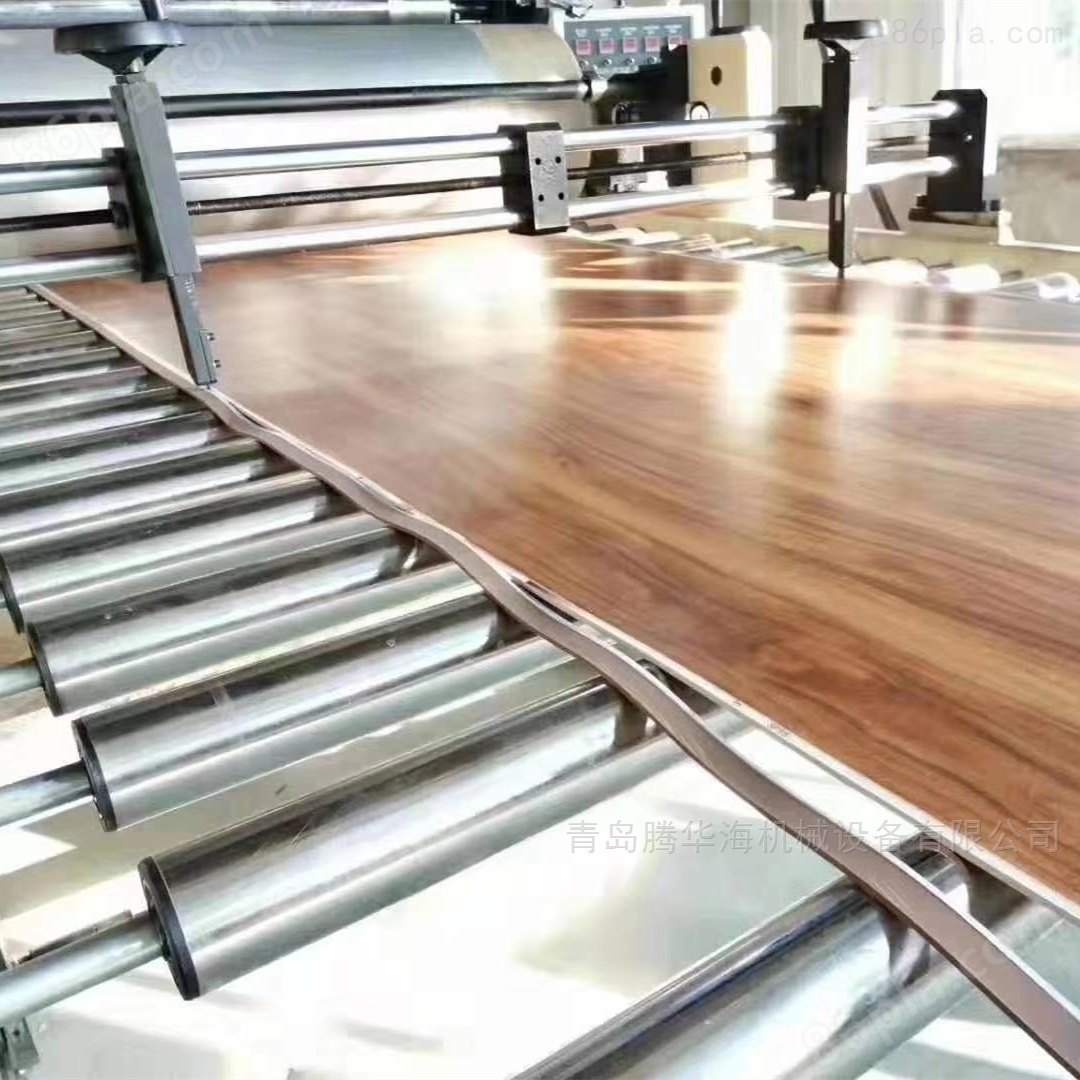













這是擠出成型的“后階段”即下游階段,此階段所用的設備稱為“下游設備”(即擠出成型輔機)。SPC石塑地板設備工藝流程:原料配置設備→上料裝置→主機控制裝置→主機/擠出機→機頭/成型裝置→定型輥→裁斷/收卷裝置等。
SPC石塑地板設備生產工藝條件控制:
1、溫度控制;機筒溫度:由加料段至熔融段溫度逐漸升高,熔融段至機頭連接處溫度呈現略微下降趨勢。機頭溫度:一般略高于機筒溫度,同時為了考慮熔體在整個機頭寬度方向出料均勻,溫度設置為機頭中部溫度略低于兩端溫度。但是,機頭溫度不能過高或過低,這都將影響熔體流動速度,造成板坯厚度公差較大3、壓板機溫度:應是進料輥溫度偏高,出料輥溫度偏低,但必須滿足工藝要求。
2、速度;壓光機牽引速度應略高于板坯從機頭唇口擠出速度,但牽引速度要根據唇口間隙對板坯厚度控制條件,來決定壓光機工作速度。
3、厚度;主要由調整機頭唇口間隙來保證,唇口間隙應大于或等于板的厚度。
SPC石塑地板生產線所用的材料是PVC,PVC是重要的熱塑性塑料品種之一,自1957年實現工業化生產以來,發展速度快。是一種非極性塑料,具有優良的化學穩定性,并且結晶度越高,化學穩定性越好;而且力學強度、剛性和耐應力開裂超過HDPE,由突出的抗彎曲疲勞性能;透明性好適用于包裝行業文具用品領域(如文件夾)吸塑品領域(如吸塑杯、吸塑餅干盒等)廣告領域(如廣告牌等)。
SPC石塑地板生產設備的維護包括傳動系統檢查、加熱冷卻系統檢查、安全裝置檢查、潤滑系統檢查、輔助系統檢查、車臺清洗、交接班記錄填寫等細節,對于不清楚的環節客戶可聯系設備供應廠家青島塑料擠出機械有限公司。



型號 | 產品寬度(mm) | 產品厚度(mm) | 產量(kg/h) | 生產線速度(m/min) | 生產線長度(m) | 裝機總功率(kw) |
KSP-1200 | 1200 | 1-8 | 500 | 4 | 30 | 330 |
KSP-1600 | 1600 | 1-8 | 600 | 4 | 35 | 350 |
KSP-1500 | 1500 | 1-20 | 600 | 2.5 | 30 | 350 |
















