
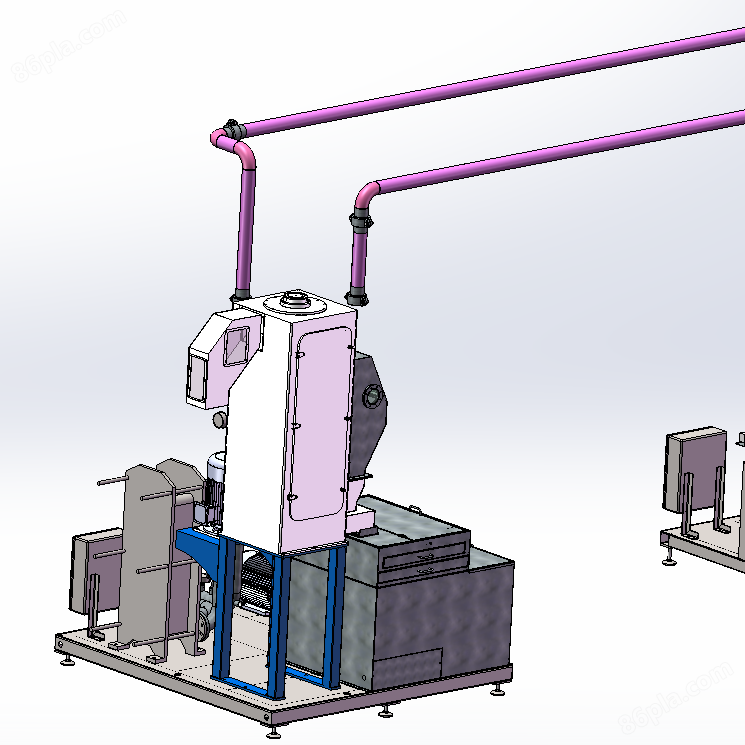


水下塑料切粒機特點:
1、所有回收料經分類和破碎清洗后不需甩干或烘、曬干,即可生產,干濕兩用。
2、從原料破碎、清洗、進料到制成顆粒均為自動化。
3、充分利用高壓摩擦不間斷升溫系統,自動加熱生產,避免了連續加熱,省電節能。
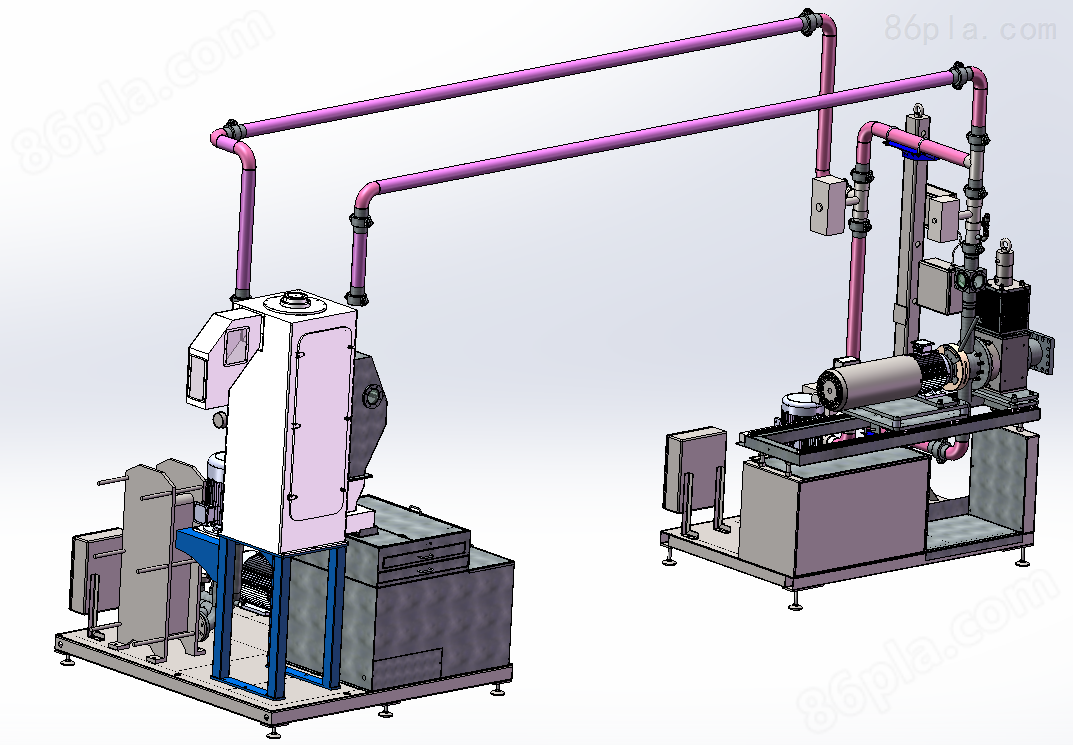
4、采用分體全自動配電系統,確保電機安全正常運轉。
5、螺桿料筒均采用進口高強度優質碳素結構鋼制造,經久耐用。
6、機器外觀美觀大方。可根據客戶要求配色噴漆。
操作規范:
1、水下切粒設備工作溫度較高(高達300℃)停止熱媒后約一小時,才能冷卻,故在造粒機旁工作人員必須傳保護服,戴隔熱手套。
2、工作人員在開車前,注意檢查水下切粒設備每個旋轉零部件是否有松動,以防開車運轉后傷人。
3、檢查鋼帶下支撐的電木板是否磨損嚴重。
4、操作人員在開車前一定要對外轉筒進行盤車,試車,防止過載。
5、操作人員在開車前,一定要對鋼帶上、下表面檢查,清除鋼帶上的雜物,嚴禁下鋼帶上表面有異物帶入鋼帶與轉鼓之間。
6、操作人員手套、衣袖等要整齊,遠離機械旋轉部件,特別是要嚴禁觸摸高速回轉的外轉筒,以防帶入擠傷。
7、物料及熱媒溫度較高,盡量遠離,以防燙傷。
8、外轉筒是一個薄壁筒,必須輕拿輕放,任何碰撞均有可能導致*變形,使其喪失造粒功能,嚴禁用火對外轉筒加熱。
9、水下切粒設備分布器是一細長桿,嚴禁壓、碰變形,使其喪失造粒功能。
10、嚴禁無冷卻水開機。
水下塑料切粒機常見故障原因分析及解決措施
主電機扭矩過高
原因分析:
油潤滑系統故障,主電機輸出軸與齒輪箱出入軸對中不良,電機及離合器振動等原因都將損壞主電機軸承,導致扭矩過高。此外,喂料負荷過大或物料熔融不良也都會導致主電機扭矩過高。
解決措施:
定期對潤滑油系統進行檢查、清洗,用振動測量儀和紅外測溫儀對主電機軸承進行測量并形成趨勢圖。如果超趨勢值,則測定主電機空轉電流值或功率值是否超規定值,判斷是否應更換軸承。定期檢查主電機輸出軸與齒輪箱輸入軸之間的對中狀況,***開車或更換軸承運行三個月后***檢查對中情況。進行電氣測試檢查,確定轉子不平衡的原因;對離合器進行振動速度測試,如果超出規定值則應重新調整動平衡。定期對筒體加熱、冷卻系統進行檢查,保證物料受熱均勻熔融充分。如果擠壓機開車瞬間,主電機功率曲線和熔體壓力曲線瞬間增大,則表明喂料系統的喂料量瞬間過大,應減小喂料量。
主電機扭矩過低
原因分析:
喂料系統故障使雙螺桿空轉將導致主電機扭矩過低。
解決措施:
檢查判斷添加劑系統或主物料下料系統是否有故障,清理堵塞點。
摩擦離合器故障
原因分析:
主電機瞬間啟動電壓過低,摩擦盤、摩擦片過熱,摩擦盤與摩擦片老化,摩擦盤的空氣壓力過低等原因都能導致離合器脫開。
解決措施:
主電機啟動時,應避開用電高峰,降低喂料負荷量,重新啟動的間隔時間短為30分鐘;在夏季時,反覆兩次以上啟動主電機時,更應延長間隔時間或用風扇強制降溫。用儀表風吹掃并用抹布擦凈摩擦片和摩擦盤表面灰跡,如果磨損較重或表面出現“玻璃化”現象時,應更換摩擦盤、摩擦片。確認空氣壓力值是否能使摩擦盤與摩擦片相貼合。
















