
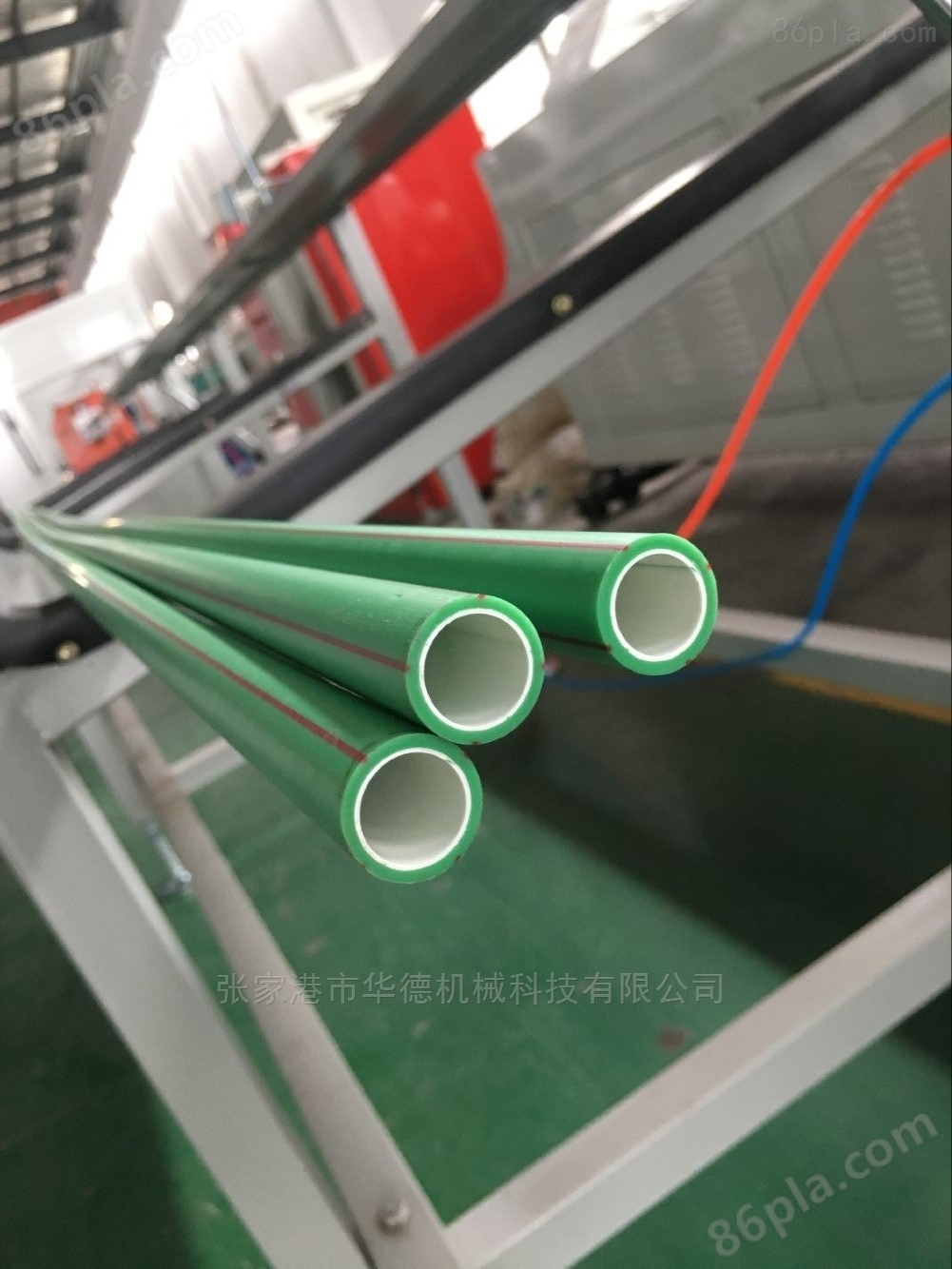


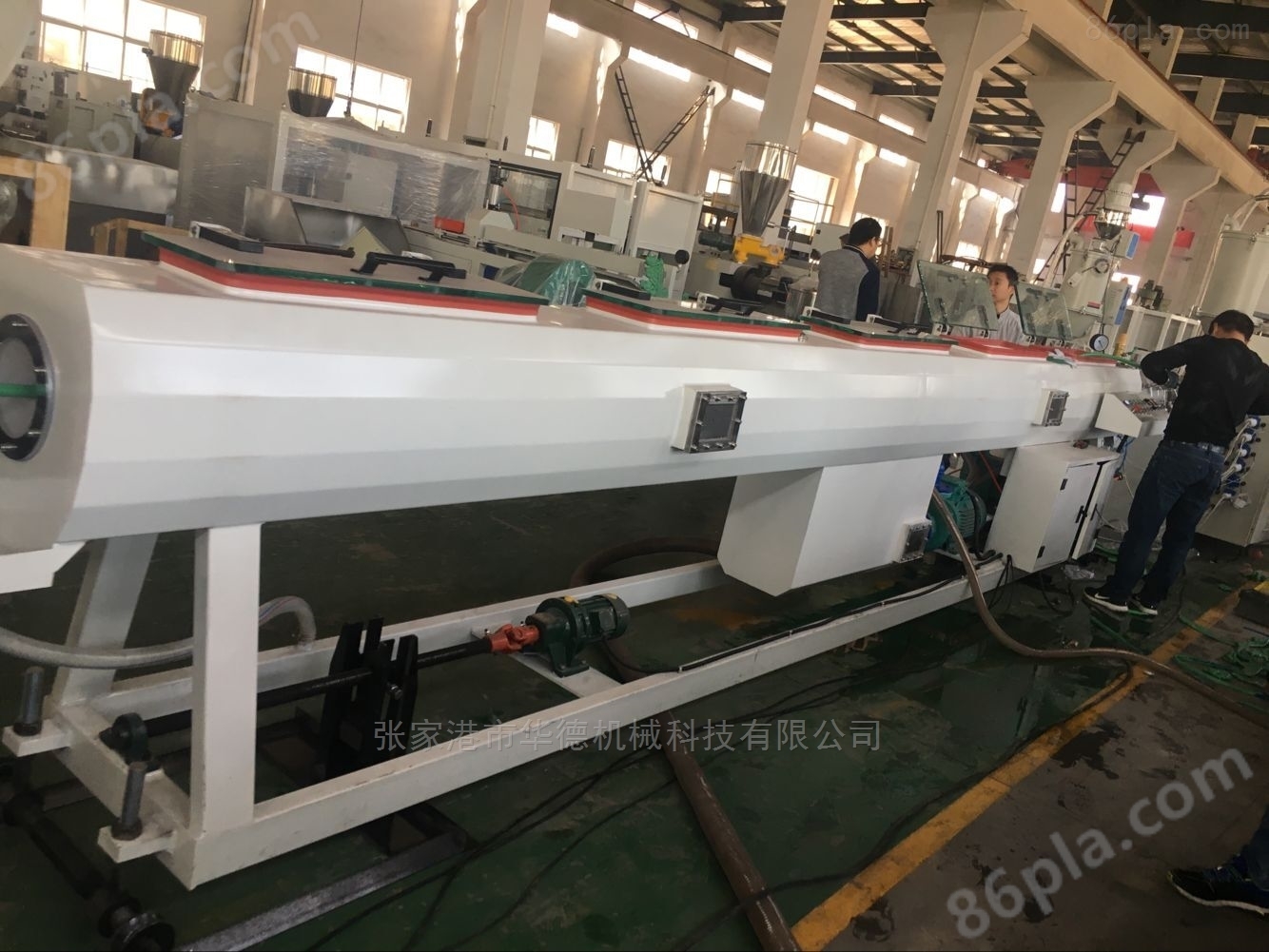






ppr管材生產設備專門致力于PP-R管材生產制造,采用高效的單螺桿擠出機,配置西門子品牌PLC全自動控制系統達到高產量以及擠壓的穩定性。同時可以通過改變配置單元實現PE-RT,PEX,PB管材線的生產制造。 該生產線可以采用單管生產線也可雙管生產線,適用性強。可滿足多種物料樹脂生產要求。
生產線特征
- 人機界面操作自動化程度高。
- 采用螺桿塑化效果好。
- 采用復合螺旋形機頭,有效清除材料記憶功能。
- 真空定型,恒溫控制,消除了管材應力。
- 采用共擠機頭,增加了管材標色線。
- 擠出量大熔體溫度低熔體溫度均勻。
- 廣泛的物料加工范圍。
ppr管材生產設備過程中遇到故障怎樣處理?
1、管子表面有焦跡 可能原因是機身或機頭溫度過高;機頭和過濾器沒清洗干凈;粒料中有雜質;原料熱穩定性差或熱穩定劑量過少;控制溫度儀表失靈。
2、管材表面有黑色條紋 可能原因機頭溫度過高,過濾器沒清洗干凈。
3、管材表面無光澤 可能是口模溫度過低或過高。
4、管材表面有皺紋 可能是口模四周溫度不均勻;冷卻水太熱;牽引太慢。
5、管材內壁毛糙 可能是芯棒溫度偏低;機身溫度過低;螺桿溫度過高。
6、管材內壁有裂紋 可能是料有雜質;芯棒溫度過低;機身溫度低;牽引速度過快。
7、管內壁有凹凸不平 可能螺桿溫度過高;螺桿轉速太快。
8、管內壁有氣泡 可能料受潮了。














