








三坐標(biāo)數(shù)控深孔鉆應(yīng)用領(lǐng)域:
模具生產(chǎn),包裝設(shè)備等
*三坐標(biāo)數(shù)控深孔鉆的特點(diǎn):
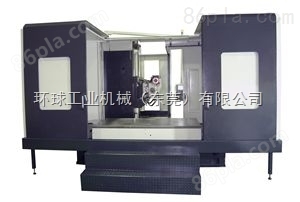
1、機(jī)床立柱、底座、滑臺(tái)及工作臺(tái)等主要部件均使用鑄件制作,變形量小,精度高。
2、機(jī)床采用進(jìn)口直線導(dǎo)軌及滾珠絲桿,保證設(shè)備的加工精度。
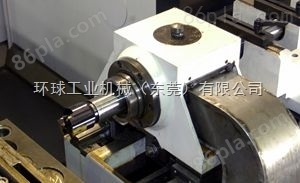
3、加工范圍廣,可加工孔徑3-35mm,有效加工深度一次zui高可達(dá)2000mm。
4、超寬工作空間設(shè)計(jì),更便于大型工件的裝夾和加工。
5、采用三菱或發(fā)那科伺服數(shù)控系統(tǒng),性能穩(wěn)定,操作簡(jiǎn)便。
主要用于模具熱流道中的深孔加工以及導(dǎo)柱導(dǎo)套孔加工,也用于大型液壓閥塊的深孔加工,以及包裝機(jī)械的生產(chǎn)等;咨詢13527993OO9

數(shù)控臥式深孔鉆機(jī)床再切削時(shí)斷屑的因素
1.切削過(guò)程中,切肩在剪切平面上產(chǎn)生較大的塑性變形。同時(shí),前dao面上的壓力對(duì)切屑產(chǎn)生一個(gè)彎矩,迫使切屑卷曲。
2.高速切削時(shí),前dao面的壓力足夠大,前dao面與切屑底面產(chǎn)生粘結(jié),又因?yàn)榍邢鬟^(guò)程是連續(xù)不斷的,切屑底面的金屬既伸長(zhǎng)又不斷的滑移,如同后浪推前浪,反面受壓縮,促使切尼卷曲。
3.切屑沿?cái)嘈寂_(tái)圓弧面卷曲,其自由端可能與孔蹙、鉆頭或工件待加工表面相碰時(shí),使切屑承受一個(gè)彎矩或扭矩而折斷。















